
Tiêu Chuẩn Quy Định Chiều Cao Mối Hàn ra sao? Bài viết dưới đây sẽ giải đáp cho nhiều bạn đã gửi câu hỏi này về cho Ttcompany. Hãy cùng chúng tôi đi sâu tìm hiểu về vấn đề trên nhé.
Câu hỏi: Tiêu Chuẩn Quy Định Chiều Cao Mối Hàn là bao nhiêu?

Căn cứ theo tiêu chuẩn quốc gia tcvn 9392:2012
=> Hàn đính hàn phải thực hiện với kích thước tối thiểu đủ để đảm bảo định vị khi lắp ráp thép cốt cho bước hàn chính thức. Kích thước mối hàn đính cho liên kết ghép chồng: chiều cao tối thiểu 4 mm, chiều dài tối thiểu 25 mm.
phương pháp hàn kết cấu thép.

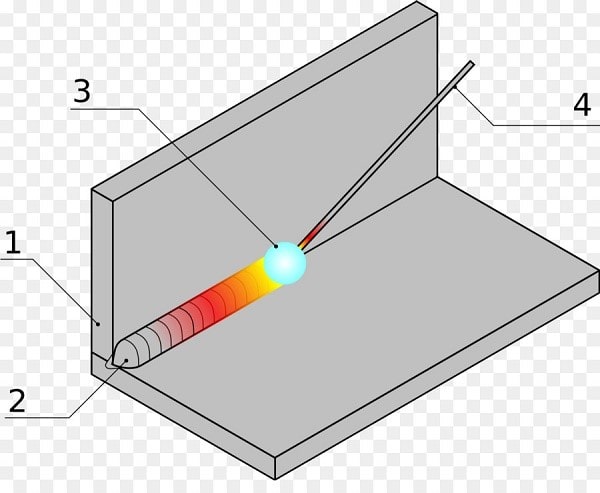
Hàn hồ quang điện bằng tay
Phương pháp hàn hồ quang điện bằng tay trong kết cấu thép hoạt động dưới tác dụng của dòng điện. Lúc này giữa hai cực kim loại cần hàn và que hàn sẽ xuất hiện hồ quang điện.
Nhiệt độ cao của ngọn lửa hồ quang điện (có thể tới trên 2000 độ C) làm nóng chảy mép của thép cơ bản (độ sâu nóng chảy 1,5 – 2mm) và que hàn. Kim loại que hàn chảy thành từng giọt rơi xuống rãnh hàn do lực hút của điện trường. Hai kim loại lỏng hòa lẫn với nhau, nguội lại tạo thành đường hàn.
Chính vì thế bản chất của đường hàn là sự liên kết giữa các phân tử của các kim loại bị nóng chảy. Đường hàn có thể chịu lực tương đương như thép cơ bản.
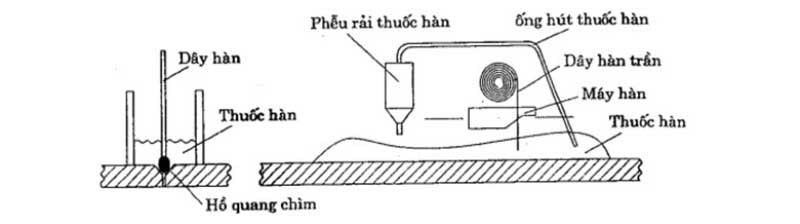
Hàn hồ quang điện tự động và nửa tự động.
Không những đem lại năng suất cao và đảm bảo được cơ tính của mối hàn, phương pháp hàn hồ quang điện tự động và bán tự động trong kết cấu thép còn có thể tiết kiệm năng lượng điện, đem lại điều kiện lao động tốt cho công nhân.
- Về nguyên lý hàn tự động giống hàn tay, chỉ khác là que hàn bọc thuốc được thay bằng cuộn dây àn trần và quá trình hàn được thực hiện bằng máy tự động. Thuốc hàn được rải trước thành lớp dày trên rãnh hàn. Dây hàn được tự động nhả dần từ bó theo tốc độ di chuyển đều của máy hàn.
- Hàn tự động có nhiều ưu điểm nổi bật. Do cường độ dòng điện lớn từ 600 – 1200 ampe nên tốc độ hàn nhanh, có thể gấp 5 – 10 lần hàn tay. Bên cạnh đó, rãnh chảy sâu nên chất lượng đường hàn tốt. Kim loại lỏng được phủ lớp thuốc dày nên nguội dần, tạo điều kiện cho bọt khí thoát ra làm đường hàn đặc hơn. Mặt khác hồ quang cháy chìm dưới lớp thuốc nên không gây hại tới sức khỏe của thợ hàn.
Hiện nay có phương pháp hàn nửa tự động dùng cuộn dây hàn mềm hình ống hoặc dạng dẹt, chiều dày lớp vỏ kim loại từ 0,2 – 0,5 mm, bên trong nhồi thuốc hàn được sử dụng rộng rãi vì rất tiện lợi.
Tiêu chuẩn nghiệm thu mối hàn sau khi kết thúc quá trình hàn

- Test bền ngoài mẫu hàn: không có vết nứt bề mặt mối hàn và phần kim loại nóng chảy. Không có chỗ bướu, lẹm, cháy thủng, hàn không ngấu và những khuyết tật công nghệ khác. Không sai lệch kích thước, hình dạng mối hàn, không xuất hiện phần lệch mép, chỗ gẫy góc.
- Test kim tương: Không bị nứt trong kim loại nóng chảy cũng như trong các vùng chịu ảnh hưởng nhiệt của kim loại cơ bản. Không có chỗ hàn thiếu ở chân mối hàn quá 15% chiều dày thành hoặc quá 3 mm nếu thanh dày trên 20 mm đối với sản phẩm chỉ hàn một phía. Không có chỗ hàn không ngấu giữa các lớp hàn với bìa mép. Không có vết nứt, rạng phần cấu tạo làm giảm tính đàn hồi và tính dẻo của kim loại. ( Cần chú ý kim tương Không được có lỗ xốp và ngậm xỉ quá 5 vết/1cm2 với kích thước mỗi khuyết tật không quá 1,5 mm và tổng của chúng không quá 3 mm).
- Test thử thủy lực: Trên mối hàn không có hiện tượng rạn nứt, rò rỉ nước, biến dạng mức độ lớn.
- Test kết quả kéo mối hàn: Được tính bằng trung bình cộng kết quả của các mẫu thử, không được thấp hơn độ bền tối thiểu của thép tương ứng, trong đó không có một mẫu nào thấp hơn 10% độ bền tối thiểu.
- Test uốn mối hàn không được thấp hơn trị cho số phép tại bảng 1 dưới.
- Test trị số độ dai va đập của kim loại mối hàn không được thấp hơn trị số trong bảng 2 dưới đây:
Bảng 1:
| Vật Liệu thép | Góc uốn cho phép nhỏ nhất | ||
| Hàn tiếp xúc, hàn điện, hàn xỉ điện với chiều dày mẫu hàn (mm) | Hàn hơi với chiều dày mẫu =< 12 mm | ||
| =< 20 | > 20 | ||
| Thép cacbon | 100 | 100 | 70 |
| Thép hợp kim thấp mangan và silic-mangan | 80 | 60 | 50 |
| Thép hợp kim thấp crom-molipden và crom-molipden-vanadi | 50 | 40 | 30 |
| Thép hợp kim cao crom | 50 | 40 | 30 |
| Thép hợp kim cao crom-molipden | 100 | 100 | 30 |
(Đối với chi tiết chế tạo bằng các loại vật liệu khác không nêu trong Bảng 2, trị số góc uốn do cơ quan thiết kế quy định)
Bảng 2:
| Nhiệt độ môi trường test (°C) | Trị số độ dai va đập min của mối hàn (Nm/cm2) | |
| Tất cả thép trừ thép austenit | Với thép austenit | |
| 20 | 49,05 | 68,67 |
| Thấp hơn 0 | 19,62 | 29,43 |
Ttcompany hi vọng bài viết trên đã giúp bạn giải đáp được thắc mắc về Tiêu Chuẩn Quy Định Chiều Cao Mối Hàn.







